A. Etirage et roulage
Les outils
L'enclume du forgeron est un bloc d'acier qui pèse quelques centaines de kilogrammes.De gros clous la maintiennent sur une bille de bois, laquelle est ancrée dans un sol dur.
Elle comprend à gauche la « bigorne ronde », au centre « la table », à droite la « bigorne carrée ».

Deux trous carrés permettent d'immobiliser grossièrement
des outillages accessoires sur la table.
Sur la figure, on a représenté un « couperet »
ou tranchet.
Le forgeron tient la pièce chaude de la main gauche à l'aide d'une « tenaille »

Un anneau ovale, qu'il a forcé sur les branches, maintient les « mors » de cette tenaille serrés sur la pièce, ce qui évite d'avoir à exercer un effort de serrage continu avec la main.
Le chauffage est souvent effectué dans une « forge ».
C'est une auge en tôle épaisse que l'on emplit de charbon
gras.
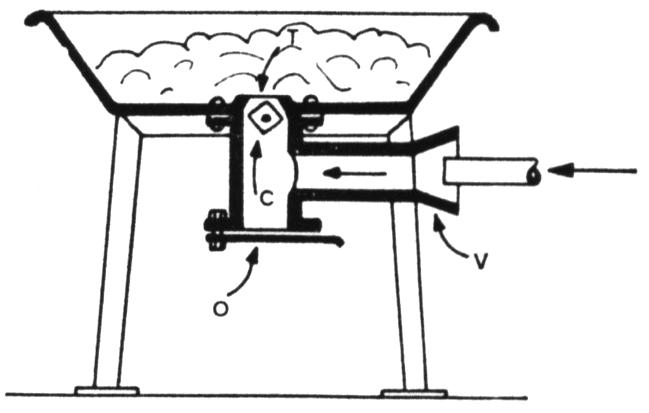
La combustion a lieu au centre. On l'active en soufflant de l'air par une tuyère T. L'air fourni par un soufflet ou par un ventilateur centrifuge traverse un Venturi V.
Les gaz qui proviennent de la distillation du charbon lorsque le soufflage est arrêté pourraient, sans le Venturi, gagner l'appareil de soufflage, s'y enflammer et en provoquer l'explosion.
Un carré C, qu'on peut faire tourner de l'extérieur, permet
de libérer la tuyère des mâchefers et un opercule O
permet leur évacuation.
La technique
Un barreau posé sur la bigorne ronde et sur lequel on frappe en le faisant tourner d'un quart de tour à chaque coup, s'étrangle localement et par conséquent s'allonge.
car:
- le martelage ne change pas la densité du métal;
- le volume reste constant en cours de travail.
Seuls les chauffages successifs font perdre du métal par oxydation (le métal oxydé forme le mâchefer que l'on trouve mélangé au charbon dans le feu de forge, et les battitures qui se détachent du barreau au cours du martelage).
De tels étranglements effectués côte à côte sur la longueur du barreau constituent « l'étirage ».

On régularise les parties étirées en martelant les saillies sur la table de l'enclume.

Pour « parer » son travail, le forgeron se fait aider. Il abandonne son marteau et le remplace par un petit bloc d'acier C, porté au bout d'un manche.

Il pose ce bloc sur la pièce. L'aide, muni d'un lourd marteau M, que l'on manie à deux mains frappe sur le bloc, ce qui fait disparaître les aspérités.
Le petit bloc C porté au bout d'un manche s'appelle « chasse à parer »; le lourd marteau est un « marteau à devant »; l'aide est le « frappeur ».
Ce travail donne un rayon R très grand. C'est approximativement le rayon de la bigorne.

Pour obtenir un rayon plus petit le forgeron doit commencer son travail autrement.
Muni d'un « dégorgeoir » D, sorte de coin porté au bout d'un manche, il le pose à l'endroit voulu sur le barreau.

Le frappeur l'enfonce à l'aide du marteau à devant.
Le « dégorgeage » sur les quatre faces du barreau est suivi d'un épanouissement à l'aide de la chasse...

...puis de l'étirage sur la bigorne ronde...
...et du parage sur la table de l'enclume.
![]()
Si, partant d'un barreau à section carrée, on enfonce le dégorgeoir de la même quantité sur les quatre faces, on obtient une partie étirée à section carrée.

Si le dégorgeoir est enfoncé plus profondément sur deux faces opposées que sur les deux autres, on obtient une partie étirée rectangulaire.

Le dégorgeoir n'étant enfoncé que d'un côté, on obtient un étirage déporté.

C'est par ce moyen qu'on fabrique la masse d'un marteau.
Pour le paysan, un morceau de champ est un lopin de terre.
Pour le forgeron, un morceau d'acier est un lopin d'acier plus brièvement
« un lopin ».
Partant d'un lopin [1], de section rectangulaire, nous savons obtenir
la forme [2].


En dégorgeant à nouveau en ABCD et EFGH, puis en étirant entre ces deux sections, on obtient une partie étirée à section carrée.

Pour parer la partie nouvellement étirée, si la cote L
est plus faible que la largeur de la table de l'enclume, on appuie la pièce
sur la bigorne carrée.
Une « tranche » est une sorte de burin fixé à l'extrémité d'un manche. Elle permet de couper le métal.

Appliquée par le forgeron à l'endroit voulu, et enfoncée au marteau à devant par le frappeur, elle permet de faire sauter les coins de la pièce [3] qui devient la pièce [4].

C'est ainsi que l'on obtient un levier ou une bielle.
Partant d'un lopin de section ronde on peut le dégorger et l'étirer, de la même façon que pour les sections envisagées précédemment, et obtenir une section carrée.

Pour transformer cette section carrée en section ronde on martèle d'abord les arêtes pour obtenir un octogone.

Puis on pose sur l'enclume des « étampes à rouler ». Il s'agit de deux blocs d'acier creusés chacun d'une gorge semi-circulaire évasée.

La demi-étampe supérieure porte un manche. Le forgeron
le tient de la main droite, fait tourner la pièce sur elle-même
de la main gauche, tandis que le frappeur frappe à devant sur l'étampe
supérieure.
Le prisme octogonal se transforme progressivement en cylindre.
B. Cambrage
« Cambrer » un barreau c'est le plier pour que les extrémités forment un certain angle.Le cambrage d'un barreau provoque son amincissement. La figure montre que la cote a est plus faible que la cote b. La coupe montre que la section AB n'est plus un rectangle mais un trapèze.
Pour tenir compte de ces déformations le forgeron part d'un barreau plus gros. Après cambrage il étire les branches aux cotes demandées.

Voyons maintenant comment procéder pour fabriquer une équerre à angle vif.
Si l'équerre était redressée elle prendrait la forme [1]. C'est cette forme qu'on s'efforce de réaliser.
On part d'un barreau [2] de hauteur h. On dégorge de part et d'autre de M, futur sommet de l'équerre, en respectant la cote I égale à CD. On étire ensuite les branches et on obtient la forme [4]. Il ne reste plus qu'à cambrer cette ébauche.

Il est facile de préparer une ébauche de section carrée
conforme à la figure suivante en appliquant deux fois le principe
précédent.
![]()
Il n'y a ensuite aucune difficulté à tourner puis à fileter les extrémités de l'ébauche.
![]()
Après double cambrage, on obtient la pièce finie, qui est un étrier pour fixation des ressorts à lames.

C'est en appliquant deux fois le principe de fabrication d'une équerre
à angle vif qu'on obtient les deux pièces suivantes.

Poinçonnage et bigornage
Un poinçon est un outil tronconique porté au bout d'un manche.Présenté par le forgeron au centre d'un galet, il est enfoncé à l'aide du marteau à devant par le frappeur.

Des poinçons de plus en plus gros sont passés successivement les uns derrière les autres, jusqu'à ce qu'on obtienne une ouverture circulaire assez grande pour qu'on puisse enfiler la rondelle obtenue sur la pointe de la bigorne ronde.

En martelant le champ de la rondelle on allonge la circonférence .

Les derniers coups de marteau sont donnés doucement.
Ils sont suivis d'un parage à la chasse et d'une régularisation de la forme générale.
