| Soudage à la forge
Cette opération, encore appelée
soudage à chaude portée, était autrefois la seule
pratiquée, Elle est très délicate pour les pièces
de petites dimensions qu'il vaut mieux souder au chalumeau oxyacétylénique
ou à l'arc. Par contre, le soudage à la forge de barres et
pièces de forte section ne présente pas beaucoup de difficulté
et donne une meilleure apparence.
La première concerne l'élargissement
par refoulement des extrémités à souder.
L'extrémité à
refouler doit être portée au jaune paille sinon la frappe
en bout de la barre ou de la pièce risquerait d'amener une déformation.
Le refoulement doit porter environ au double la section de la pièce.
|
 |
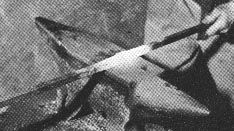
| Les deux pièces à
souder ayant été élargies, il s'agit de pratiquer
les deux biseaux qui seront superposés pour le soudage. Faites-vous
assister d'un aide qui, avec la masse à forger, frappera sur la
chasse à biseauter que vous maintiendrez en position à l'extrémité
de la barre, à nouveau portée au jaune paille. La figure
vous montre que cette chasse à biseauter est en forme de coins à
angles arrondis. Le biseau doit avoir 45°. C'est un angle de cette
ouverture que doivent former la chasse et la barre. |
 |
| Les pièces sont remises
à chauffer côte à côte dans le foyer, à
l'endroit où débouche la tuyère, Mettez en marche
le ventilateur car il faut atteindre la température du blanc brillant,
c'est-à-dire la «chaude suante», où l'on voit
de petites gouttes refluer à l'extérieur du métal. |
 |
| Toujours assisté de votre
aide, superposez les deux biseaux sur la table de l'enclume et, avec une
masse, frappez fortement la jonction des pièces, sur les biseaux
d'abord... |
 |
| ...puis, après rotation
d'un quart de tour, sur le côté des biseaux... |
 |
| ...et, à nouveau,
après un quart de tour, sur les biseaux, celui du dessus étant
passé en dessous et vice versa.
La rapidité de l'opération
est primordiale, le fer ne doit presque pas se refroidir. La précision
d'ajustage des pièces lorsqu'on les superpose sur la table ne l'est
pas moins et elle très délicate car, à la tempé-rature
indiquée, le fer est éblouissant de sorte qu'un petit décalage
risque de passer in-aperçu, Quoique ce ne soit pas l'usage, vous
pourriez, tout au moins pendant que vous ne serez pas très entramé,
porter des lunettes de soudeur car c'est à vous qu'il appartient
de régler la position du fer du dessus, votre aide n'ayant qu'à
poser son fer sur la table.
|
 |
| Le martelage de la soudure doit
continuer jusqu'à ce que les pièces soient revenues au rouge
cerise moyen. Et vous prenez ensuite la chasse à parer à
panne large ce qui vous permet, pendant la fin du refroidissement, de redonner
au fer une section uniforme (fig. V-40). |
 |
| Enfin, un gauchissement éventuel
sera redressé au marteau sur la table de l'enclume s'il est faible,
sur le tes s'il est plus prononcé.
Tout ce qui précède
vous indique qu'à partir du moment où les fers chauffés
à blanc ont été superposés la suite des opérations
doit se dérouler très rapidement pour éviter toute
réchauffe. Ce point doit être souligné car il est essentiel.
De même, il est pratiquement impossible de rectifier un soudagé
mal engagé. Comme vous ne réussirez que très exceptionnellement
vos premières chaudes portées, exercez-vous au soudage de
fers quelconques. Outre l'habilité acquise par la pratique cela
vous permettra également de mieux apprécier les tempé-ratures
convenables pour les opérations de départ et pour le sondage
proprement dit. |
 |































